简约不浮华,不简单实用。我们的316L不锈钢管荆门【掇刀】(本地)质量有保障的厂家产品视频用最直观的方式展现产品的实用性和价值。
以下是:316L不锈钢管荆门【掇刀】(本地)质量有保障的厂家的图文介绍
福伟达管业有限公司生产的 掇刀304L不锈钢管、等产品均已获得质量检测机关的认可,长期以来,本公司 掇刀304L不锈钢管、产品广泛应用于全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了自己的品牌形象, 外树形象,内强质量,一点一滴,铸就信誉。 福伟达管业有限公司真诚欢迎广大客户朋友来公司考察、指导。

质量有保障的厂家")
质量有保障的厂家")
不锈钢焊管固溶处理的目的:其目的是使碳化物从分溶解并在常温下保留在奥氏体中,从而在常温下获单相奥氏体组织,使钢具有 的耐腐蚀性能。1、装炉前的不锈钢管件表面不应有切屑、毛刺和油污等,保证人炉前不锈钢管件清字占、干燥。2、不锈钢焊管固溶处理装炉时,应按热处理炉批、不锈钢管件类别与合金牌号、热处理规范分类装炉,应平稳地放在吊架或专用夹具上,防止不锈钢管件热处理变形,并保证炉内气氛充分地循环,炉子应密封良好。3、为防止镁合金不锈钢焊管固溶处理时在炉内氧化燃烧,装炉时每立方米的炉膛内需加人0.5-1.skg的硫铁矿或硫化亚铁,也可以使用防止氧化嫩烧的其他保护气氛。4、不锈钢焊管固溶处理温度越高,强化元素溶解速度越快,数量也越多,强化效果就越好,一般加热温度的上限低于合金开始过烧的温度,而加热温度的下限应使强化组元尽可能多地溶人固溶体中。5、不锈钢焊管固溶处理淬火时给予不锈钢管件的冷却速度越大,固溶体自高温状态保存下来的过饱和度也越高,从而使不锈钢管件获得高的力学性能,但同时所形成的内应力也越大,使不锈钢管件变形的可能性也越大。6、在不锈钢焊管固溶处理时,还应当注意加热的升温速度,不宜过快,以免不锈钢管件发生变形和局部聚集的低溶点组织熔化而产生过烧。
质量有保障的厂家")
质量有保障的厂家")
质量有保障的厂家")
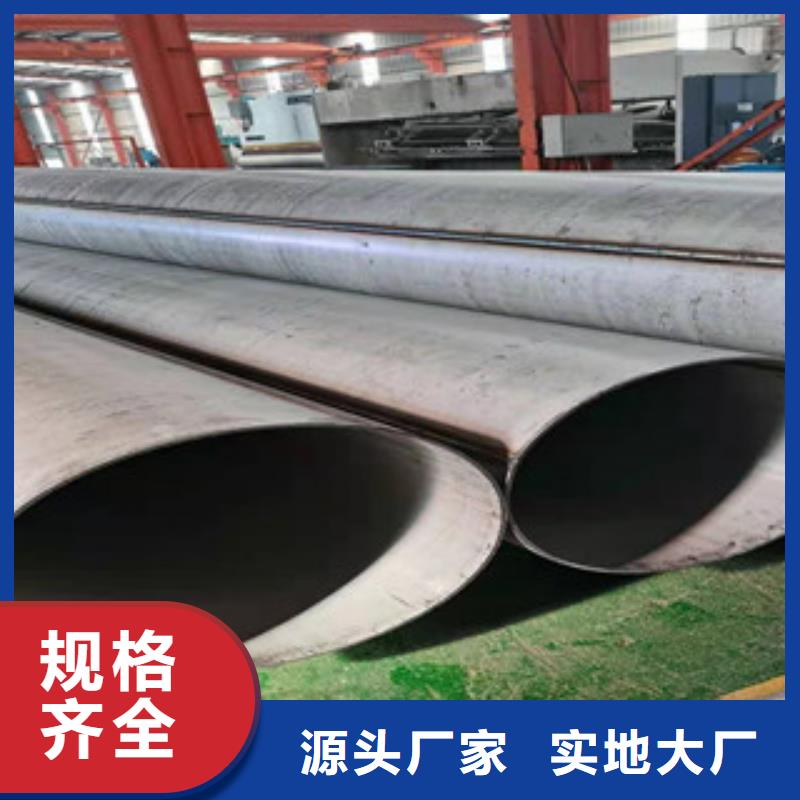
我们了解到不锈钢管在加工过程中可能会出现边线裂纹、结疤、夹杂以及结疤等表面缺陷,这些缺陷大致是由于铸坯外弧皮下角出现了横裂,结晶器中有细小的杂质混入,精整时没有清理干净不锈钢管表面的氧化渣,以及在轧制处理中由于铸坯棱角向不锈钢管表面侧翻所造成的。 这些缺陷不但降低了不锈钢管的表面质量,对于产品质量的提升也产生了影响,因此我们意识到预防和及时处理不锈钢管表面缺陷的重要性。 铸坯表面有深度划痕是因为扇形段局部的辊子不转动造成的,为了防止这种情况发生,要及时对扇形段进行维护,严禁设备超龄服役。如果结晶器内有细小杂质混入就会引起水质的变化,因此要定期对结晶器中的水样进行检查。减轻弱化不锈钢板边线裂纹的宽向程度和宽钢板轧制边部的不均匀变形,降低轧制钢板时钢板的展宽量是 方法,也就是说尽量用宽端面的铸坯生产大宽度的钢板。防止在弯曲过程中铸坯的角部温度进入脆性区,所以要对不同宽度端面铸坯的角部温度进行动态控制,并实施弯曲段配水分区控制。降低轧件遍布的不均匀变形情况就要减小轧件的上下面变形抗力差别,对板坯加热进行优化工艺,降低铸坯上下面的温差。防止发生局部的深度烧痕和清理不干净的精整后的铸坯表面氧化渣等二次缺陷,要通过提高304不锈钢管铸坯精整能力来实现。
质量有保障的厂家")
质量有保障的厂家")

 扫一扫
扫一扫